- полный
- Название продукта
- ключевое слово
- Модель продукта
- Краткое описание продукта
- Описание продукта
- Полнотекстовый поиск
 Pусский
Pусский

| Количество: | |
|---|---|








| Параметр | Ценить |
|---|---|
| Время включения | Примерно 30 секунд |
| Диаметр стального стержня | 12 мм - 16 мм |
| Растяжка длины | 30 мм - 35 мм |
| Время нагрева | 10-15 секунд |
| Напряжение | 380 В или по индивидуальному заказу |
| Частота | 50 Гц или 60 Гц |
| Тип пресс-формы | Плоский медный стержень фиолетового цвета, форма в форме колокола. |
| Мощность машины | 15кВт - 30кВт |
| Время охлаждения | 5 минут |
| Максимальная длина стального стержня | 2000 мм |
| Сила давления | 50кН - 100кН |
| Рабочая температура | от -10°С до 50°С |
| Размеры машины | 1500 мм х 800 мм х 1200 мм |
| Масса | 600 кг - 1200 кг |
| Функции безопасности | Защита от перегрузки, кнопка аварийной остановки. |
Экономичная линейная головка для натяжения — это надежное и высокопроизводительное решение, предназначенное для высадки и натяжения стальных стержней. Этот станок идеально подходит для строительных площадок, требующих точной обработки концов стальных стержней, и обладает функциями, повышающими производительность и обеспечивающими долговечность.
Приведенный в действие мощным двигателем мощностью от 15 до 30 кВт, он использует электрическую высадку для нагрева и смягчения концов стальных стержней, образуя круглую головку в форме фонаря с высокой точностью. Машина работает при напряжении 380 В или другом напряжении и поддерживает частоты 50 Гц и 60 Гц для удовлетворения различных эксплуатационных потребностей. Специализированные формы машины — плоский медный стержень фиолетового цвета и колоколообразная форма — предназначены для эффективного зажима и придания формы стальным стержням, время нагрева составляет всего 10–15 секунд.
Благодаря диапазону диаметров стальных прутков от 12 до 16 мм машина позволяет вытягивать длину от 30 до 35 мм. Время включения обычно составляет 30 секунд, что обеспечивает эффективность обработки стальных прутков. Машина оснащена функциями безопасности, такими как защита от перегрузки и кнопка аварийной остановки, для обеспечения безопасной и надежной работы в различных условиях.
Он создан для работы в тяжелых условиях, способен работать со стальными стержнями длиной до 2000 мм и прилагать усилия давления от 50 до 100 кН. Машина работает при температуре от -10°C до 50°C и обеспечивает время охлаждения всего 5 минут, что позволяет ускорить производство.
Независимо от того, работаете ли вы над крупномасштабными строительными проектами или выполняете небольшие задачи по обработке стальных прутков, Экономичная линейная головка для натяжения обеспечивает экономичное решение для достижения точности и эффективности при высадке стальных стержней.
Предлагаются варианты как холодной, так и горячей высадки, с обычно используемой электрической высадкой.
Использует машины для стыковой сварки с рычажным приводом для эффективной электрической высадки.
Оснащен двумя специализированными формами: плоским медным стержнем фиолетового цвета и формой в форме колокола.
Формирует круглые головки в форме фонаря за счет нагревания и смягчения концов стального стержня.
1. Принцип работы электровысадки
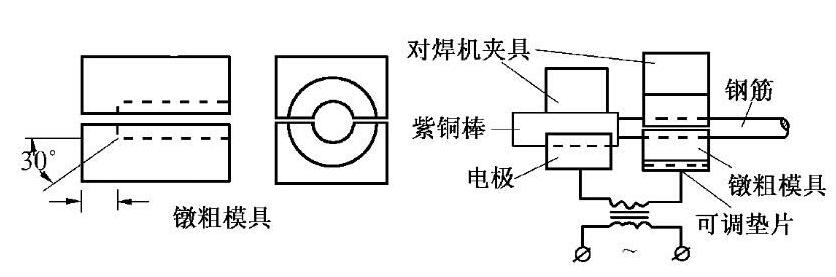
Высадку стальных стержней можно разделить на холодную и горячую высадку. В настоящее время на строительных площадках широко используется метод электрической высадки. Электрическая высадка обычно выполняется на машине для стыковой сварки с рычажным приводом. Принцип его работы таков: после включения сварочного аппарата конец стального стержня нагревается и
размягчается электродом аппарата для стыковой сварки, а верхняя часть вдавливается в форму, так что конец стального стержня образует круглую головку в форме фонаря. К сварочному аппарату обычно прикрепляются две специальные формы: одна из них представляет собой плоский медный стержень фиолетового цвета; Другой представляет собой колоколообразную форму для зажима арматуры, которая действует как электрод и утолщает конец арматуры.
2.Рабочие точки электроосадки
Перед операцией фиолетовый медный стержень и осадочная матрица устанавливаются на машину для стыковой сварки. После того, как осадочный конец стального стержня обеспыливается, его закрепляют на матрице так, чтобы торцевая поверхность стального стержня соприкасалась с медным стержнем. бар, а затем подключается питание для нагрева. Когда конец стального стержня начинает приобретать пластичность, прикладывают давление до тех пор, пока он не приобретет требуемую форму. После остывания приспособление снимают для завершения осадки.
3. Основные параметры электротермической осадки стальных прутков.
Время включения обычно составляет 30 с. Когда диаметр стального стержня составляет 12–16 мм, длина растяжения составляет 30–35 мм.
Обеспечивает эффективный и надежный процесс утолщения концов стальных прутков.
Компактный дизайн делает его пригодным для выполнения строительных задач на месте.
Обеспечивает постоянную форму и высокое качество головок стальных стержней.
Идеально подходит для строительных площадок, требующих обработки арматуры.
Используется для создания концов стальных стержней, предназначенных для натяжения и усиления конструкции.
Для чего используется экономичная линейная головка для натяжения?
Станок предназначен для утолщения концов стальных стержней, формирования круглых головок в форме фонаря, и используется при обработке арматуры для натяжения и усиления конструкций в строительных проектах.
Какие типы форм использует машина?
Машина оснащена двумя специальными формами: плоским медным стержнем фиолетового цвета и колоколообразной формой, которые используются для формирования головок стальных стержней.
Можно ли настроить машину для нужд конкретного проекта?
Да, Экономичная линейная головка для натяжения обладает широкими возможностями настройки, что позволяет корректировать функции и характеристики для удовлетворения различных требований проекта.
Каков диапазон диаметров стальных прутков, которые может обрабатывать машина?
Станок подходит для обработки стальных прутков диаметром от 12 до 16 мм.
Сколько времени занимает процесс нагрева?
Время нагрева концов стального прутка составляет от 10 до 15 секунд, в зависимости от конкретного размера прутка и условий.
| Параметр | Ценить |
|---|---|
| Время включения | Примерно 30 секунд |
| Диаметр стального стержня | 12 мм - 16 мм |
| Растяжка длины | 30 мм - 35 мм |
| Время нагрева | 10-15 секунд |
| Напряжение | 380 В или по индивидуальному заказу |
| Частота | 50 Гц или 60 Гц |
| Тип пресс-формы | Плоский медный стержень фиолетового цвета, форма в форме колокола. |
| Мощность машины | 15кВт - 30кВт |
| Время охлаждения | 5 минут |
| Максимальная длина стального стержня | 2000 мм |
| Сила давления | 50кН - 100кН |
| Рабочая температура | от -10°С до 50°С |
| Размеры машины | 1500 мм х 800 мм х 1200 мм |
| Масса | 600 кг - 1200 кг |
| Функции безопасности | Защита от перегрузки, кнопка аварийной остановки. |
Экономичная линейная головка для натяжения — это надежное и высокопроизводительное решение, предназначенное для высадки и натяжения стальных стержней. Этот станок идеально подходит для строительных площадок, требующих точной обработки концов стальных стержней, и обладает функциями, повышающими производительность и обеспечивающими долговечность.
Приведенный в действие мощным двигателем мощностью от 15 до 30 кВт, он использует электрическую высадку для нагрева и смягчения концов стальных стержней, образуя круглую головку в форме фонаря с высокой точностью. Машина работает при напряжении 380 В или другом напряжении и поддерживает частоты 50 Гц и 60 Гц для удовлетворения различных эксплуатационных потребностей. Специализированные формы машины — плоский медный стержень фиолетового цвета и колоколообразная форма — предназначены для эффективного зажима и придания формы стальным стержням, время нагрева составляет всего 10–15 секунд.
Благодаря диапазону диаметров стальных прутков от 12 до 16 мм машина позволяет вытягивать длину от 30 до 35 мм. Время включения обычно составляет 30 секунд, что обеспечивает эффективность обработки стальных прутков. Машина оснащена функциями безопасности, такими как защита от перегрузки и кнопка аварийной остановки, для обеспечения безопасной и надежной работы в различных условиях.
Он создан для работы в тяжелых условиях, способен работать со стальными стержнями длиной до 2000 мм и прилагать усилия давления от 50 до 100 кН. Машина работает при температуре от -10°C до 50°C и обеспечивает время охлаждения всего 5 минут, что позволяет ускорить производство.
Независимо от того, работаете ли вы над крупномасштабными строительными проектами или выполняете небольшие задачи по обработке стальных прутков, Экономичная линейная головка для натяжения обеспечивает экономичное решение для достижения точности и эффективности при высадке стальных стержней.
Предлагаются варианты как холодной, так и горячей высадки, с обычно используемой электрической высадкой.
Использует машины для стыковой сварки с рычажным приводом для эффективной электрической высадки.
Оснащен двумя специализированными формами: плоским медным стержнем фиолетового цвета и формой в форме колокола.
Формирует круглые головки в форме фонаря за счет нагревания и смягчения концов стального стержня.
1. Принцип работы электровысадки
Высадку стальных стержней можно разделить на холодную и горячую высадку. В настоящее время на строительных площадках широко используется метод электрической высадки. Электрическая высадка обычно выполняется на машине для стыковой сварки с рычажным приводом. Принцип его работы таков: после включения сварочного аппарата конец стального стержня нагревается и
размягчается электродом аппарата для стыковой сварки, а верхняя часть вдавливается в форму, так что конец стального стержня образует круглую головку в форме фонаря. К сварочному аппарату обычно прикрепляются две специальные формы: одна из них представляет собой плоский медный стержень фиолетового цвета; Другой представляет собой колоколообразную форму для зажима арматуры, которая действует как электрод и утолщает конец арматуры.
2.Рабочие точки электроосадки
Перед операцией фиолетовый медный стержень и осадочная матрица устанавливаются на машину для стыковой сварки. После того, как осадочный конец стального стержня обеспыливается, его закрепляют на матрице так, чтобы торцевая поверхность стального стержня соприкасалась с медным стержнем. бар, а затем подключается питание для нагрева. Когда конец стального стержня начинает приобретать пластичность, прикладывают давление до тех пор, пока он не приобретет требуемую форму. После остывания приспособление снимают для завершения осадки.
3. Основные параметры электротермической осадки стальных прутков.
Время включения обычно составляет 30 с. Когда диаметр стального стержня составляет 12–16 мм, длина растяжения составляет 30–35 мм.
Обеспечивает эффективный и надежный процесс утолщения концов стальных прутков.
Компактный дизайн делает его пригодным для выполнения строительных задач на месте.
Обеспечивает постоянную форму и высокое качество головок стальных стержней.
Идеально подходит для строительных площадок, требующих обработки арматуры.
Используется для создания концов стальных стержней, предназначенных для натяжения и усиления конструкции.
Для чего используется экономичная линейная головка для натяжения?
Станок предназначен для утолщения концов стальных стержней, формирования круглых головок в форме фонаря, и используется при обработке арматуры для натяжения и усиления конструкций в строительных проектах.
Какие типы форм использует машина?
Машина оснащена двумя специальными формами: плоским медным стержнем фиолетового цвета и колоколообразной формой, которые используются для формирования головок стальных стержней.
Можно ли настроить машину для нужд конкретного проекта?
Да, Экономичная линейная головка для натяжения обладает широкими возможностями настройки, что позволяет корректировать функции и характеристики для удовлетворения различных требований проекта.
Каков диапазон диаметров стальных прутков, которые может обрабатывать машина?
Станок подходит для обработки стальных прутков диаметром от 12 до 16 мм.
Сколько времени занимает процесс нагрева?
Время нагрева концов стального прутка составляет от 10 до 15 секунд, в зависимости от конкретного размера прутка и условий.




